在進(jìn)行鈑金折彎加工的過程中,經(jīng)常會有U形零件的鈑金件加工,那么,進(jìn)行U形零件加工有哪些操作要點(diǎn)是需要注意的呢?我們一起來看看:

1、上模選擇標(biāo)準(zhǔn)直刀模,下模槽寬按標(biāo)準(zhǔn)計(jì)算方法板厚的6倍進(jìn)行選擇,無特殊工藝要求不能改變模寬進(jìn)行折彎加工。
2、折彎前仔細(xì)測量板料尺寸,如尺寸有誤差要通過調(diào)整編程尺寸參數(shù)予以調(diào)整,保證重要尺寸精度。
3、條形板料會有不同程度側(cè)向彎曲,必須校正后再進(jìn)行折彎,否則不許加工。
4、通常在加工一道彎邊后零件也會出現(xiàn)側(cè)向,要進(jìn)行矯正后再進(jìn)行下一道折彎。
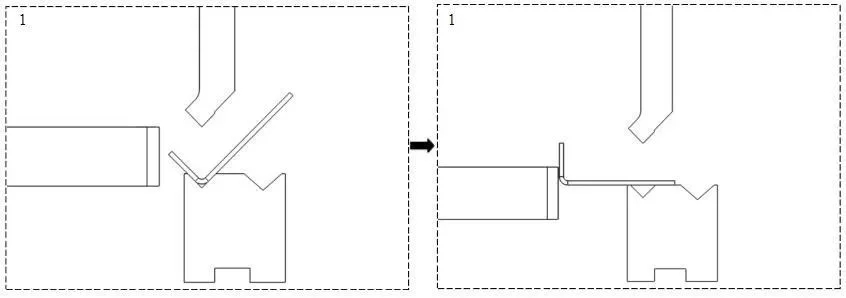
5、為防止零件發(fā)生變形,第二道折彎要用零件中間尺寸作為定位尺寸,并用第一道折彎頂靠擋尺進(jìn)行折彎。(見圖1)?
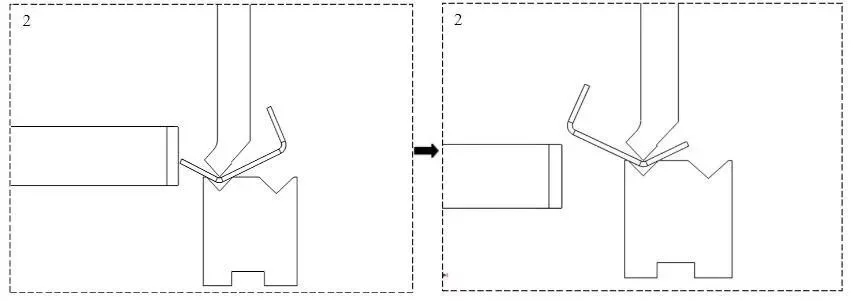
6、為保證兩端彎邊尺寸相同,可以采用先折出大角度后,調(diào)轉(zhuǎn)方向進(jìn)行二次加工成形。(見圖2)
以上就是十幾年鈑金折彎經(jīng)驗(yàn)的老師傅介紹的要點(diǎn),希望對大家有所幫助。e鍵打印作為手板加工服務(wù)大型平臺,鈑金件制作已超過12000件,各類配套的后處理工藝齊全,歡迎大家現(xiàn)在就咨詢在線客服,體驗(yàn)我們不一樣的服務(wù)!


